Remote Facility Management Solutions for
Facilities Operations and Maintenance
- Data acquisition
- Condition monitoring
- Device management
- Equipment inspections
- Facilities operations and maintenance
Industrial Remote Facility Management Product Features
Industrial Remote Facility Management Solutions



Application Scenario
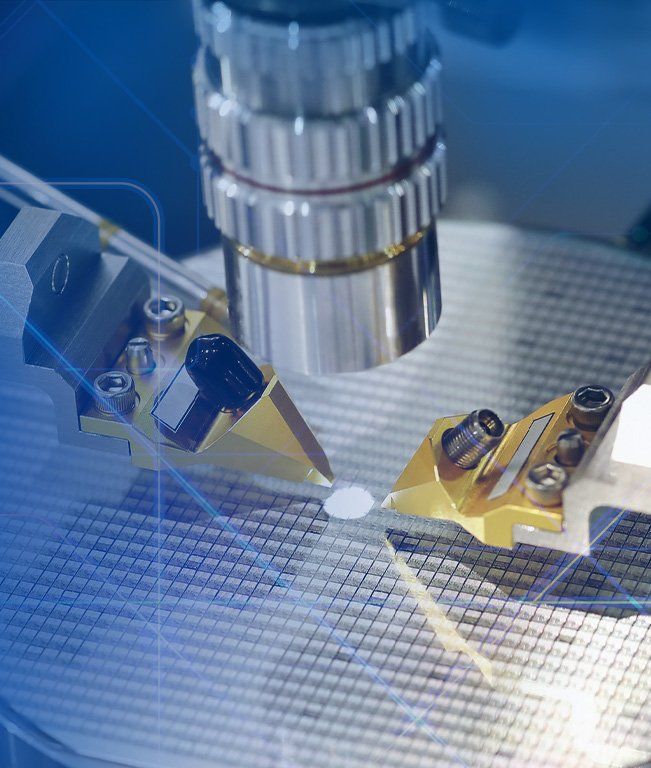
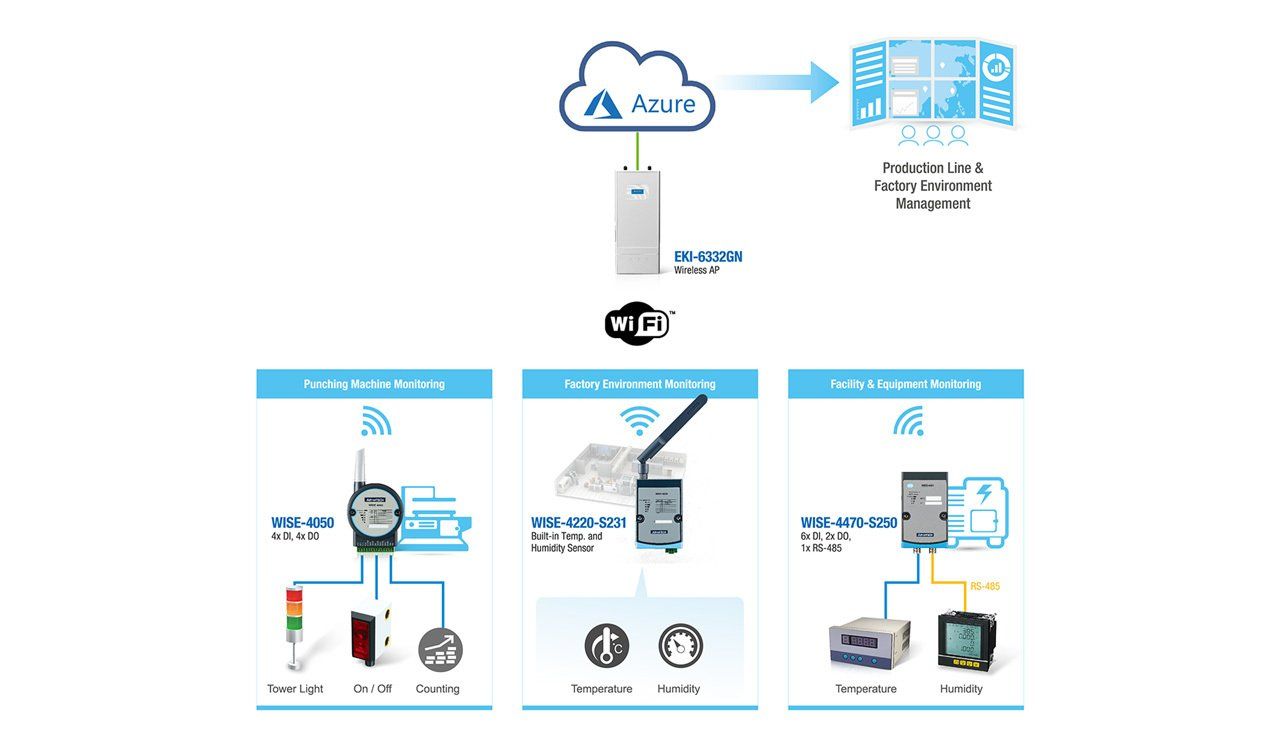
HVAC monitoring plays a key role in facility management as its a major contributor to the maintenance and energy consumption expenses of a business. Therefore, we offer a solution to track the energy consumption and performance of heating, ventilation, and air conditioning to prevent inefficiencies and boost savings.
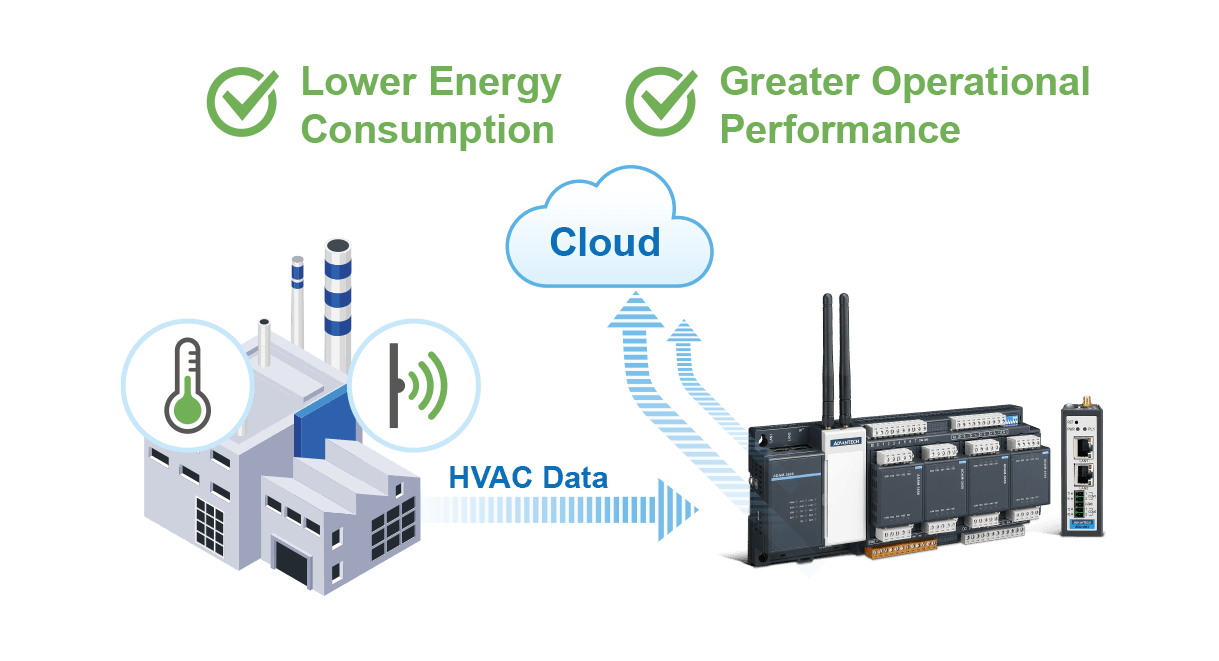
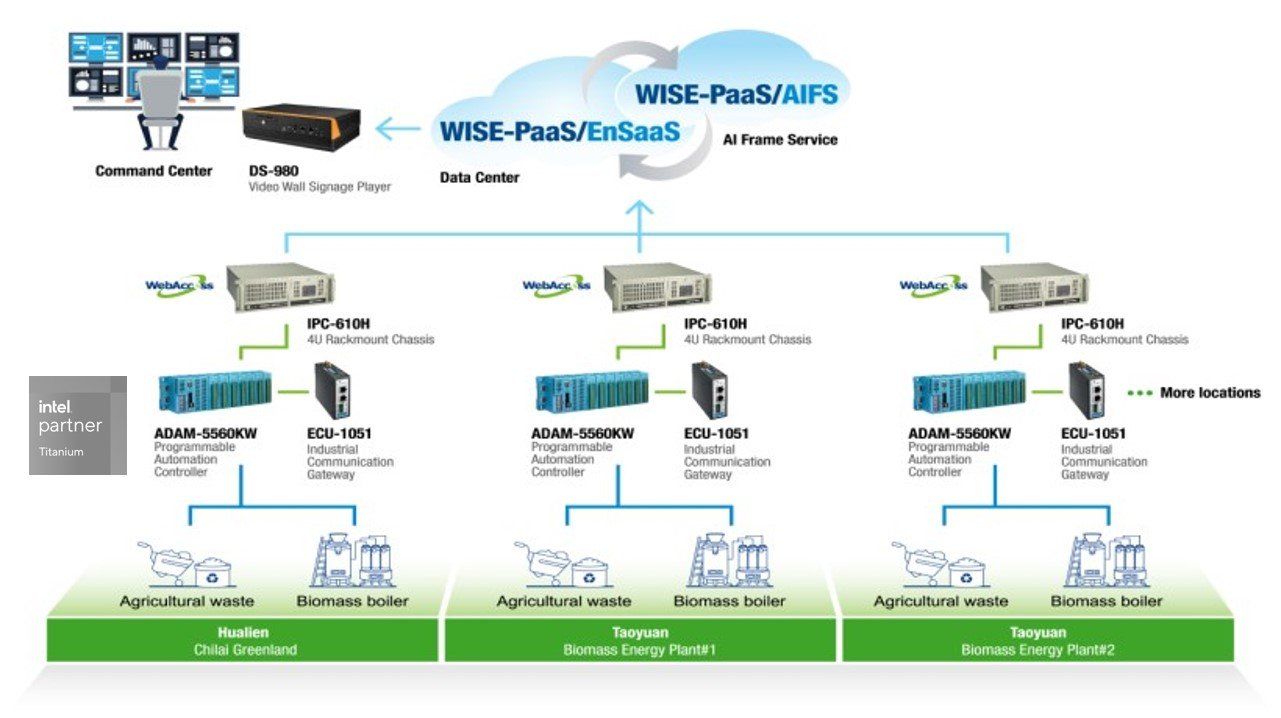
Energy efficiency is an important issue for businesses with factories. Advantech solution presents real-time energy consumption data of all equipment and gives an overview of factory facilities through the WISE-PaaS visualization dashboard. Consolidating key indicators and producing insight reports, assists managers in finding out abnormal energy consumption, and help owners make strategic decisions.
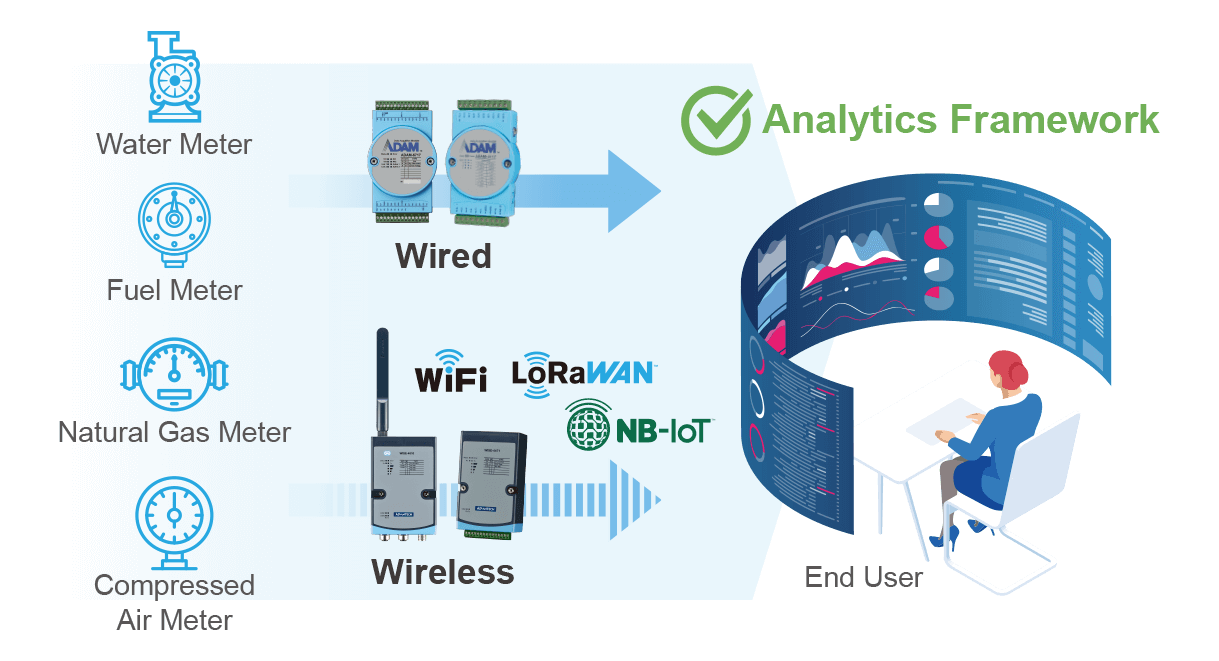
We know how meters are indispensable for collecting and managing data across many locations. From the moment power enters your factory, Advantech smart meter monitoring solution will take care of monitoring, analyzing, measuring and controlling it to ensure your distribution system is running at optimum efficiency to improve your equipment productivity and longevity, thereby reducing costs.
Success Stories & System Topologies











Products Offerings


Application Scenario
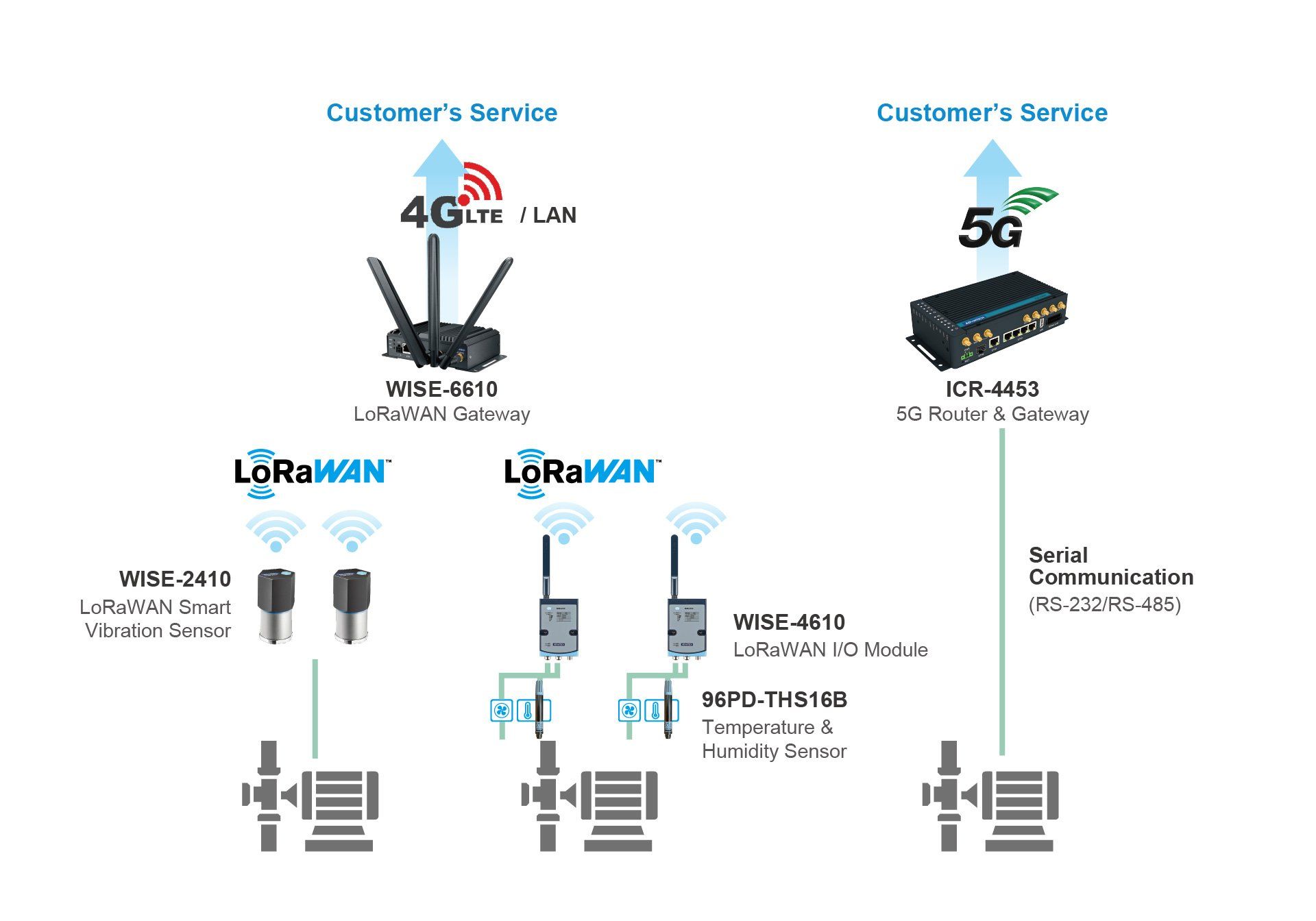
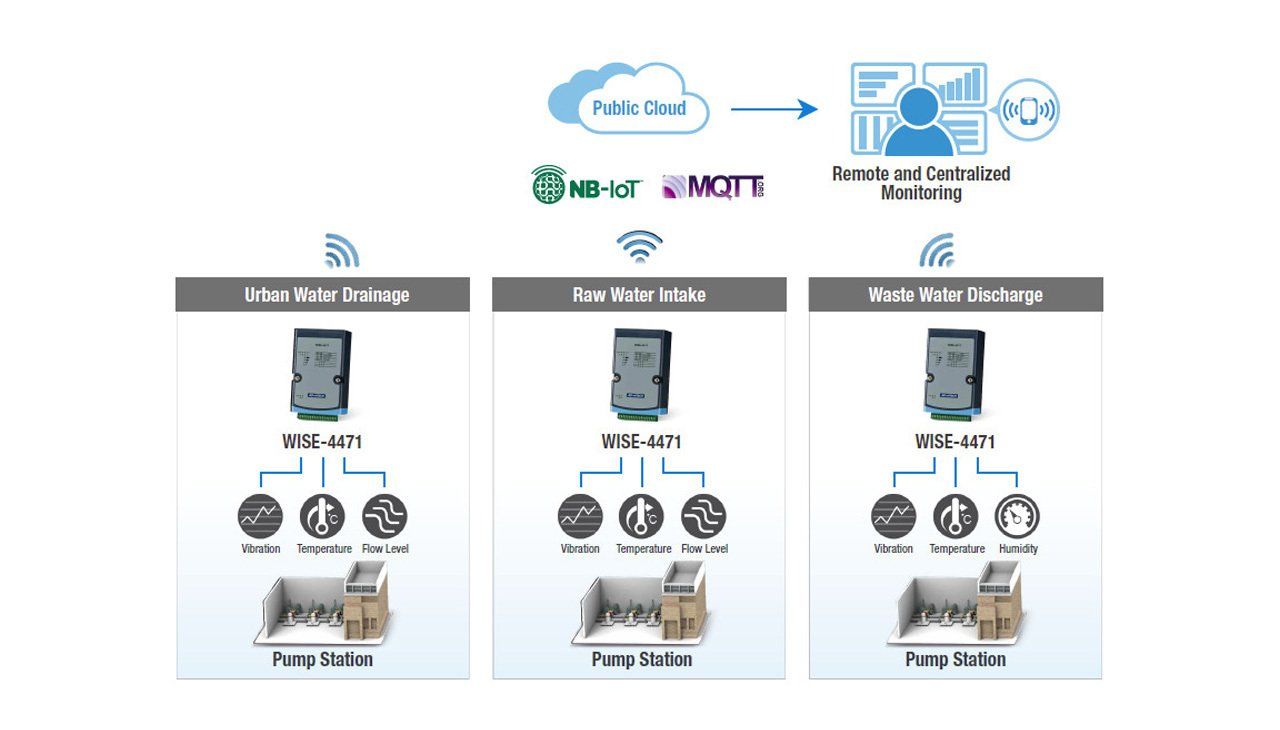
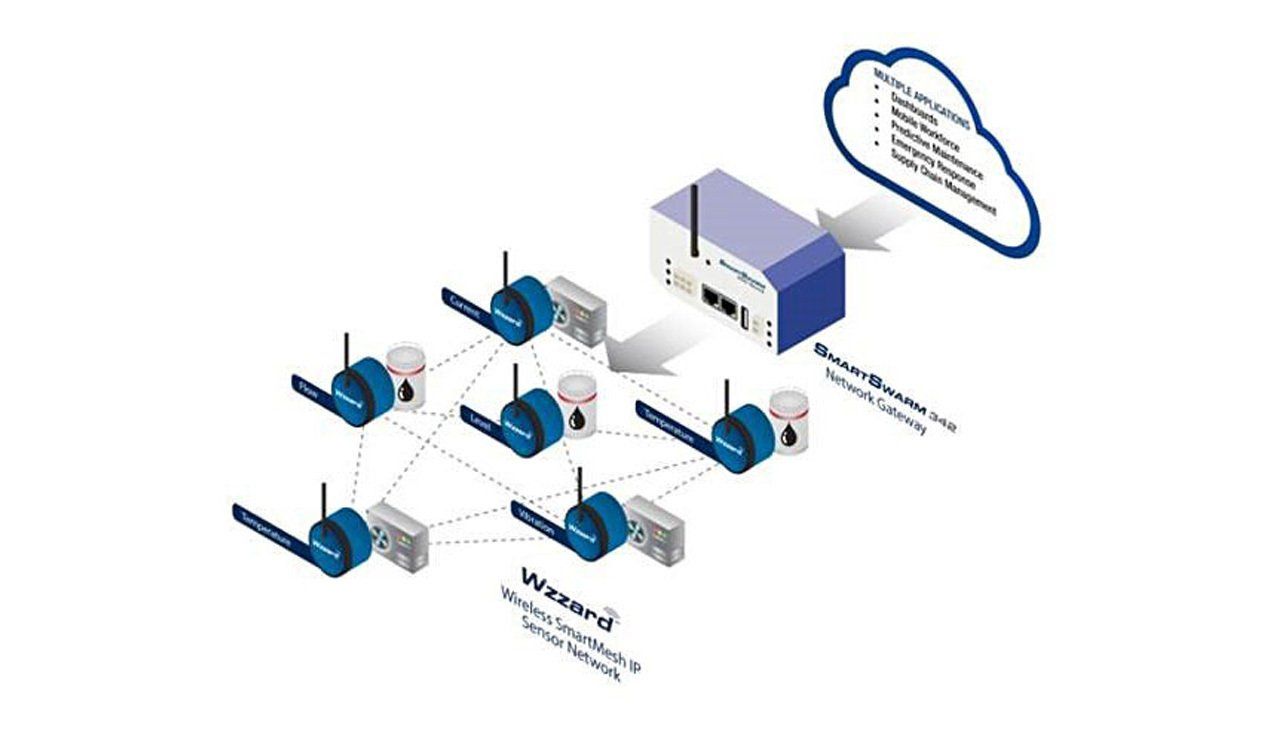
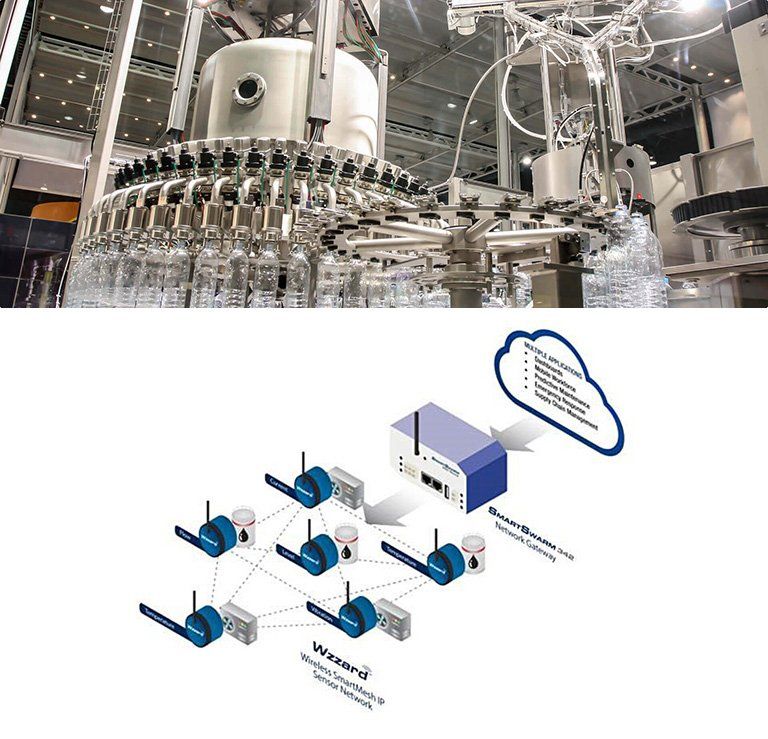
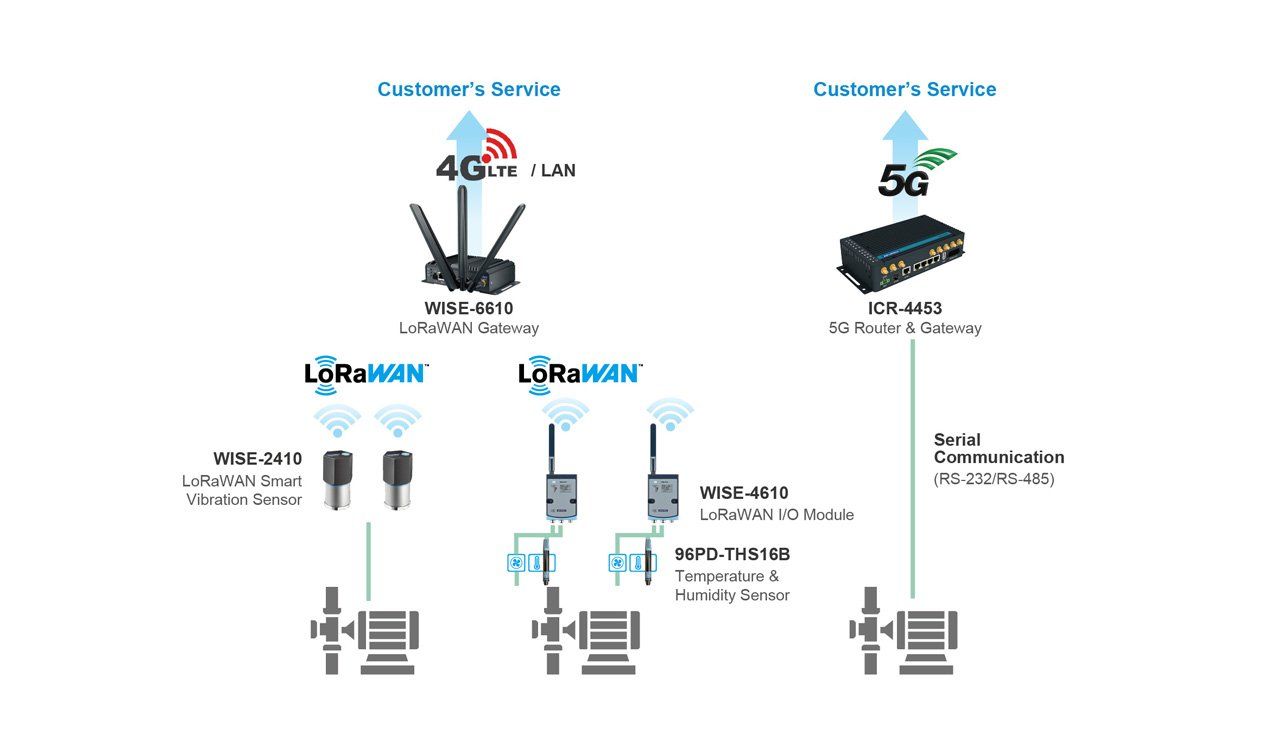
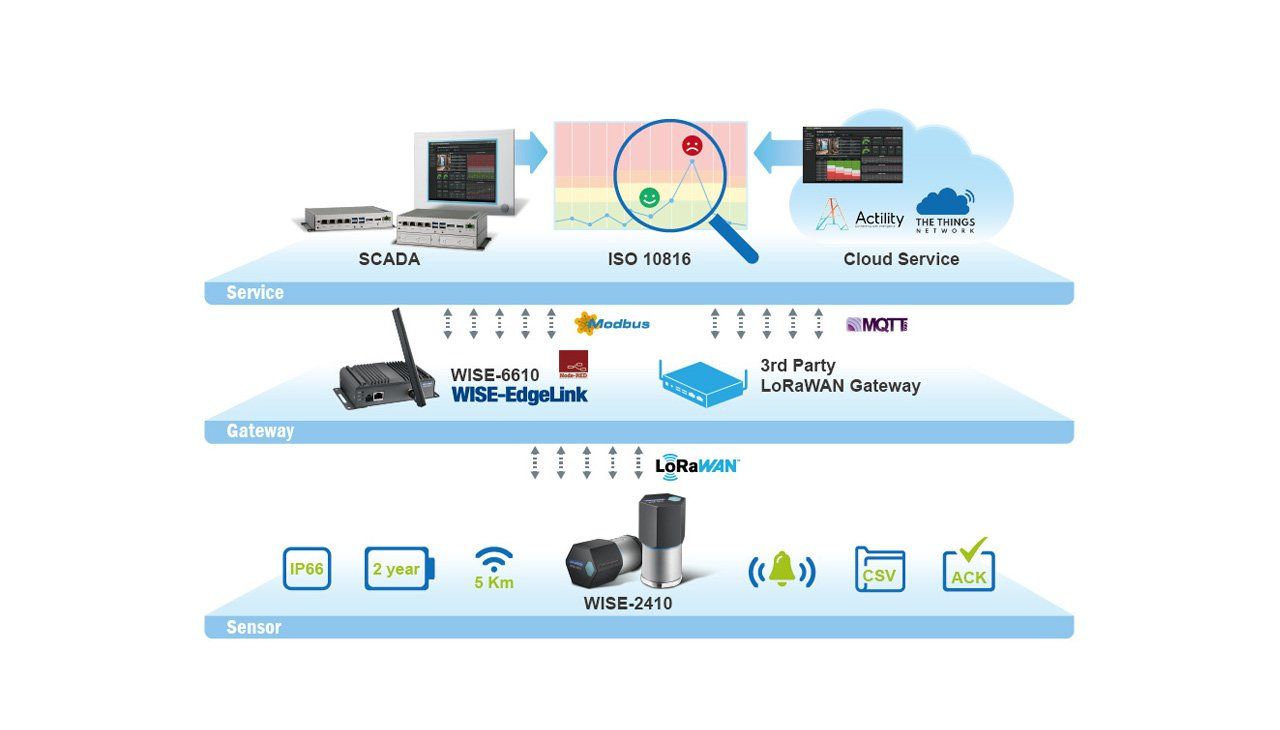
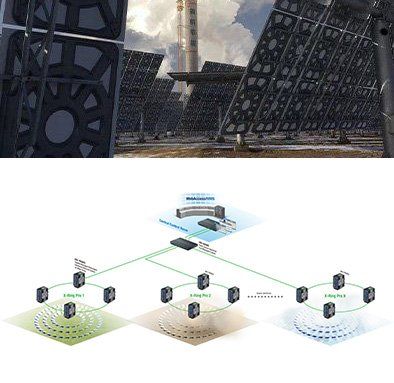
Compressed clean dry air (CDA) is employed in fabs to power pneumatic components of manufacturing equipment, control valves, or to clean materials and equipment. We offer a plug and play, remote facility monitoring and inspection LoRaWAN wireless solution for compressor inspection, environment and facility current/power monitoring on CDA systems in semiconductor manufacturing fabs.
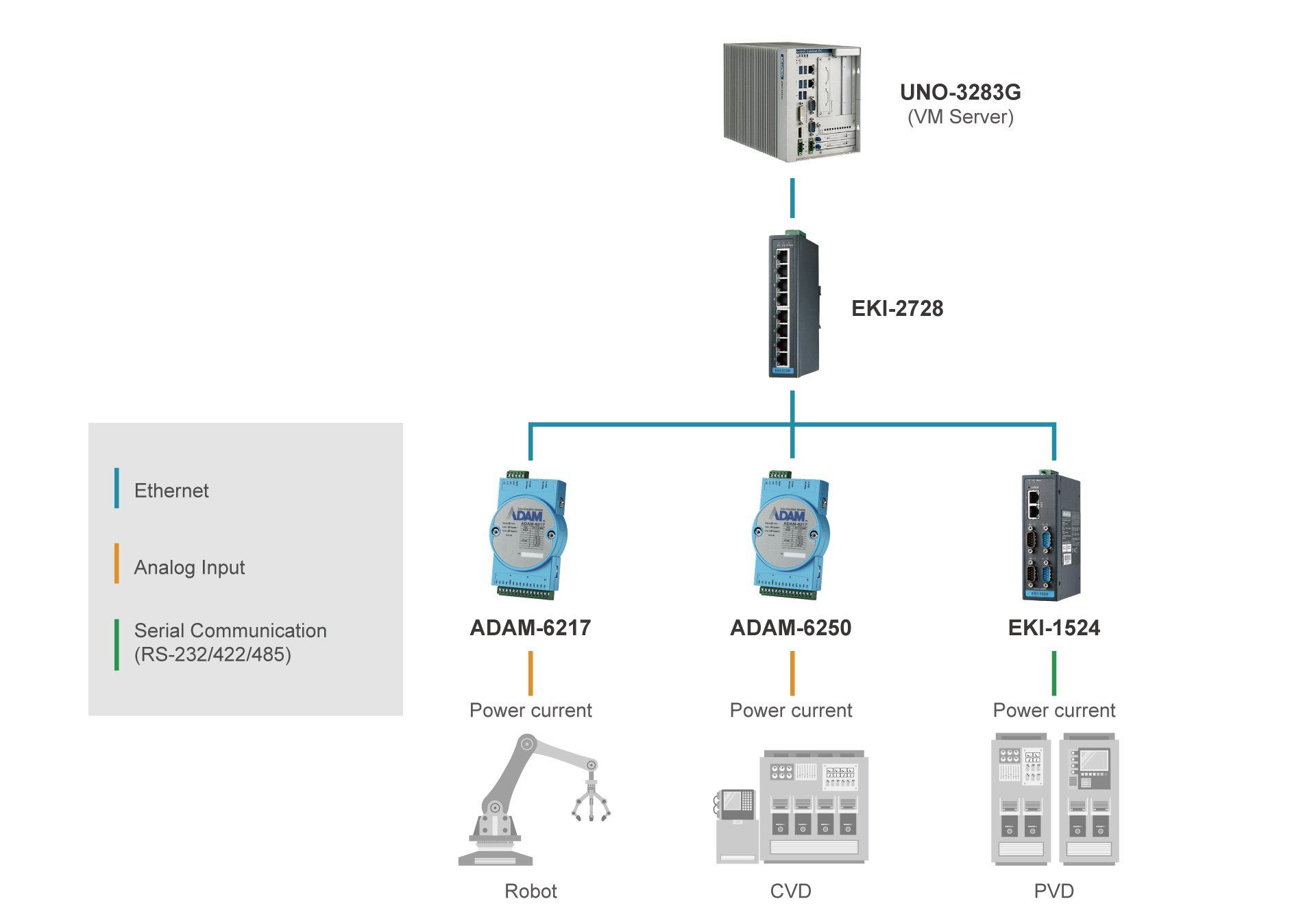
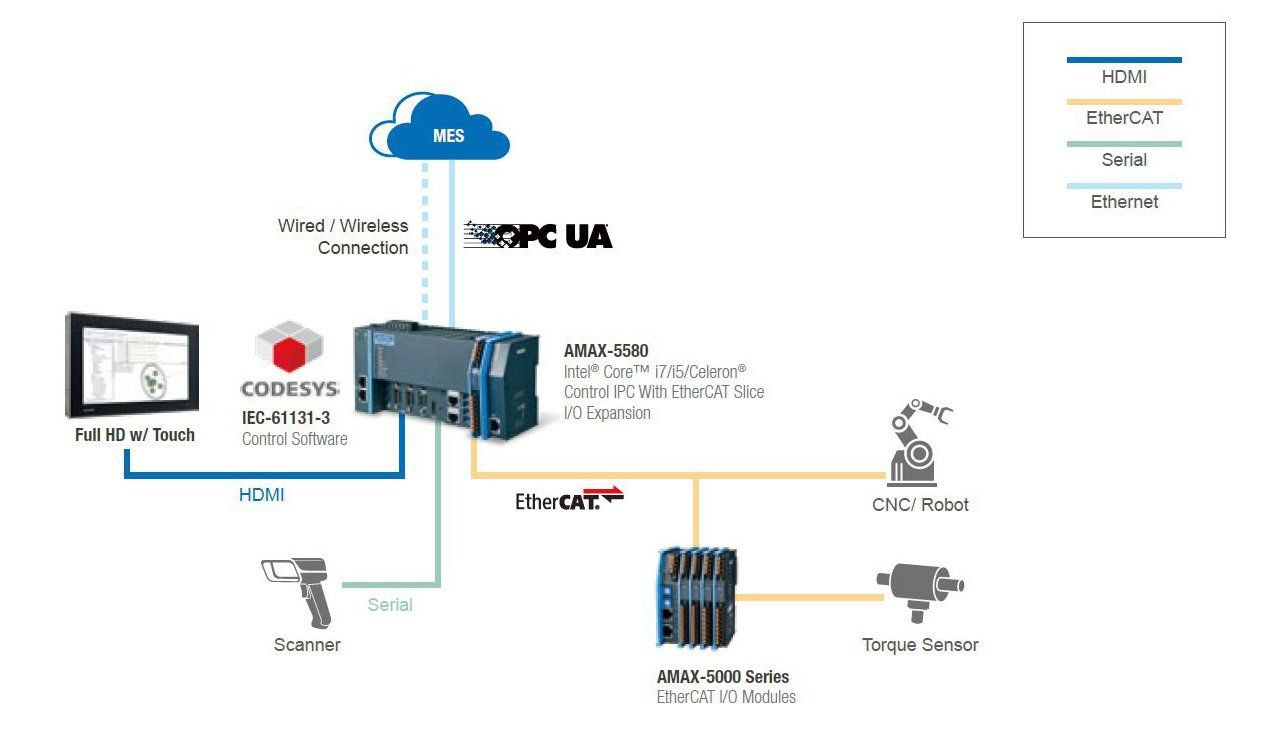
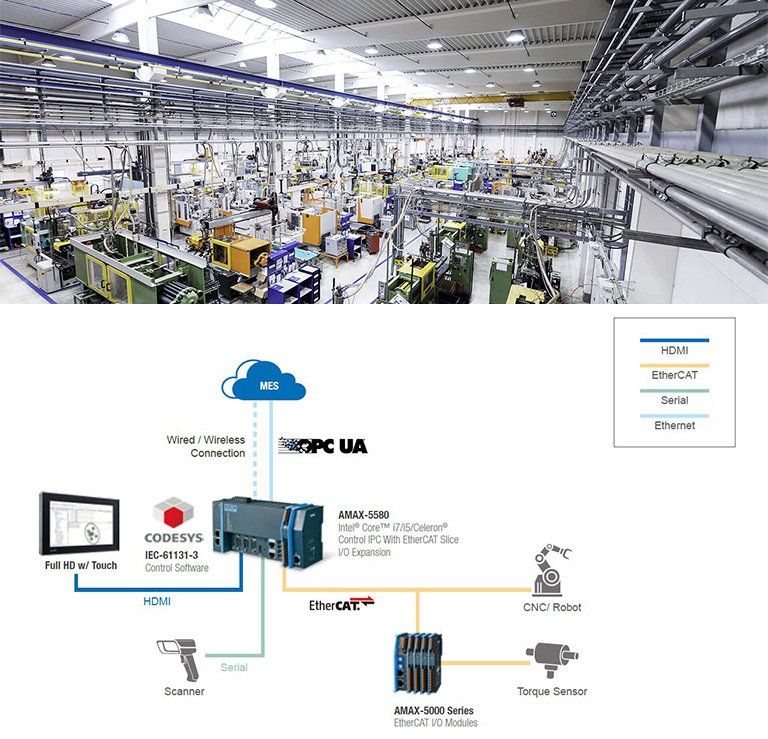
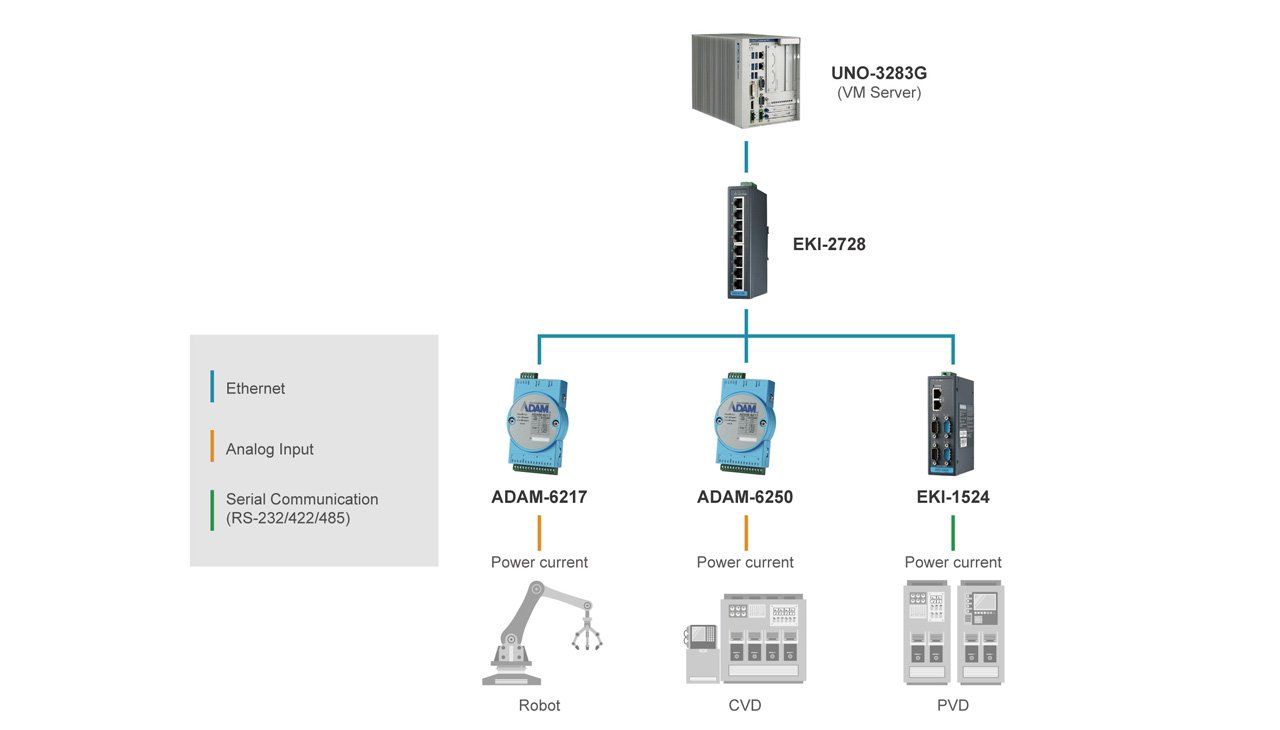
To capture data from robots and CVD/PVD machines, the industry needs advanced data acquisition and analysis capabilities. Advantech industrial remote I/O modules capture key parameters via Ethernet and simultaneously transmit data to VM servers for analysis, which helps improve semiconductor management, machine efficiency, and production stability.
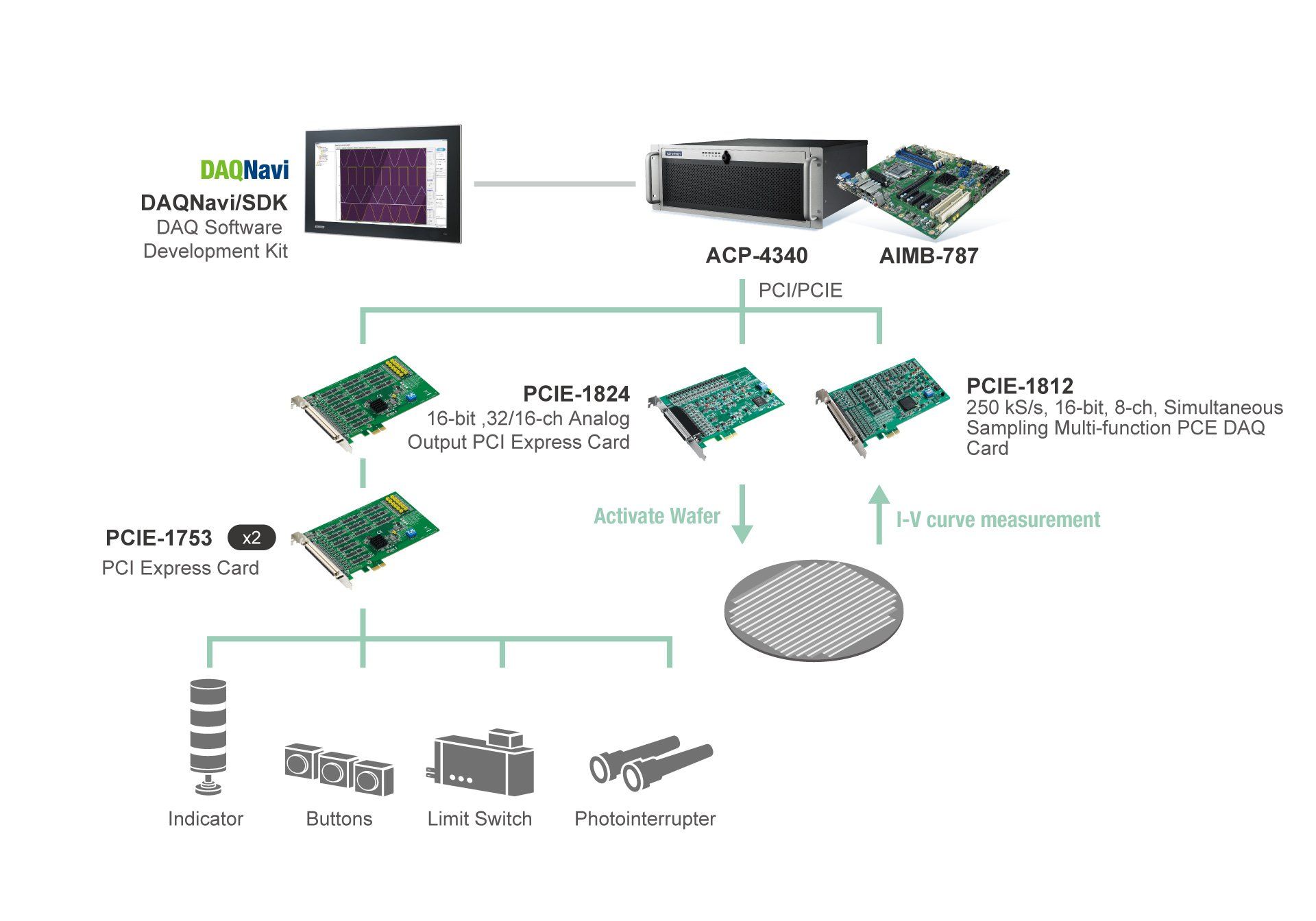
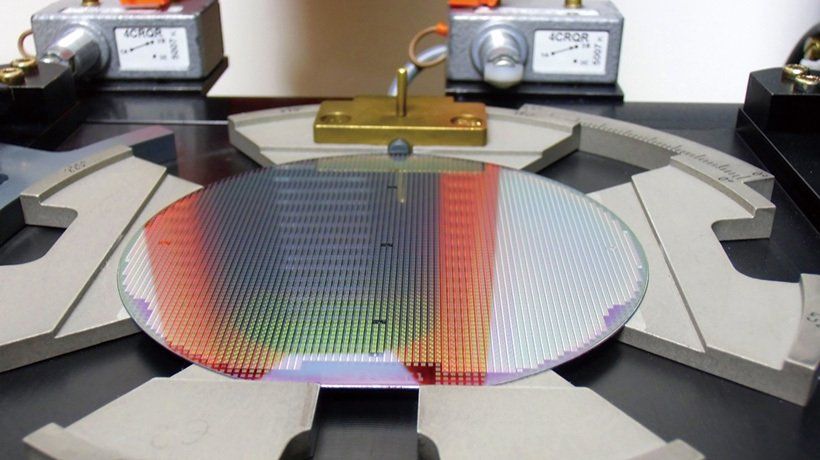
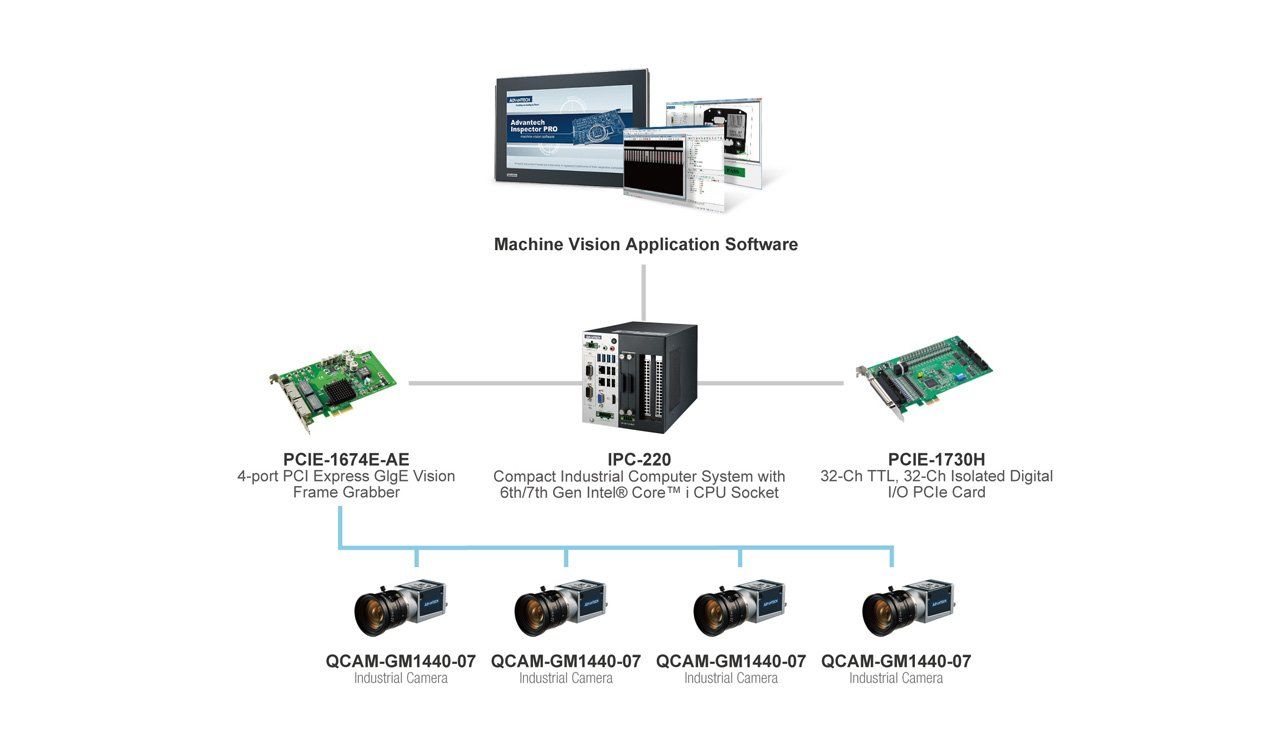
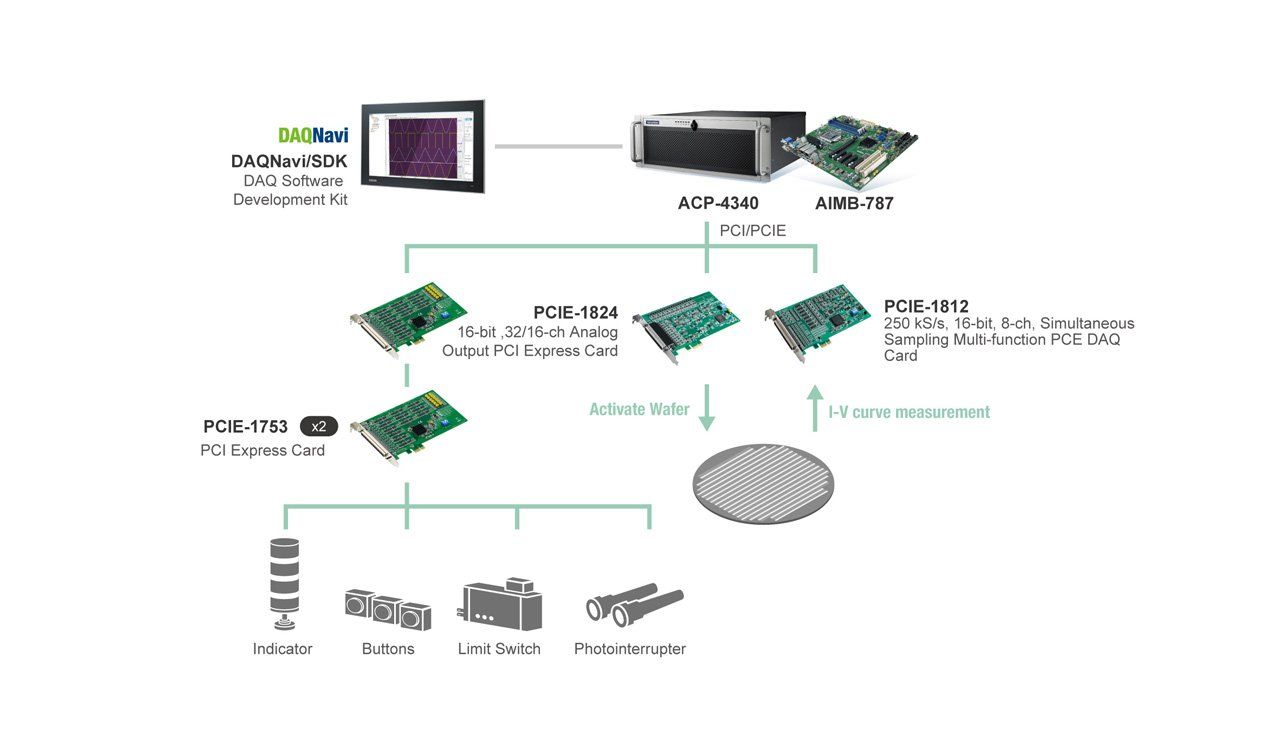
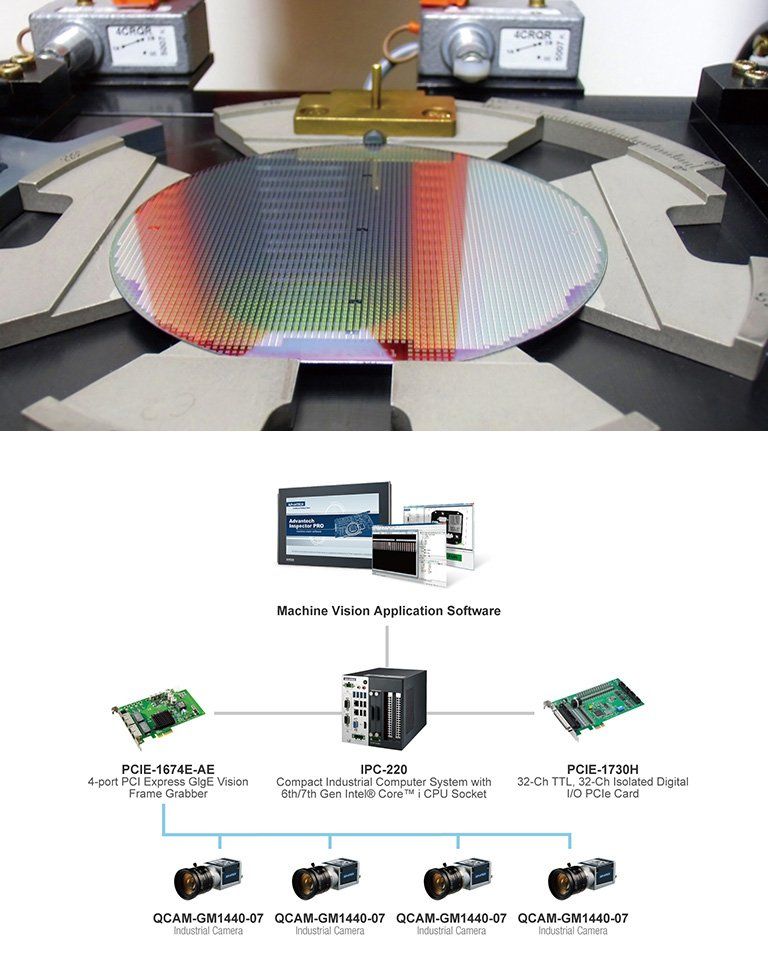
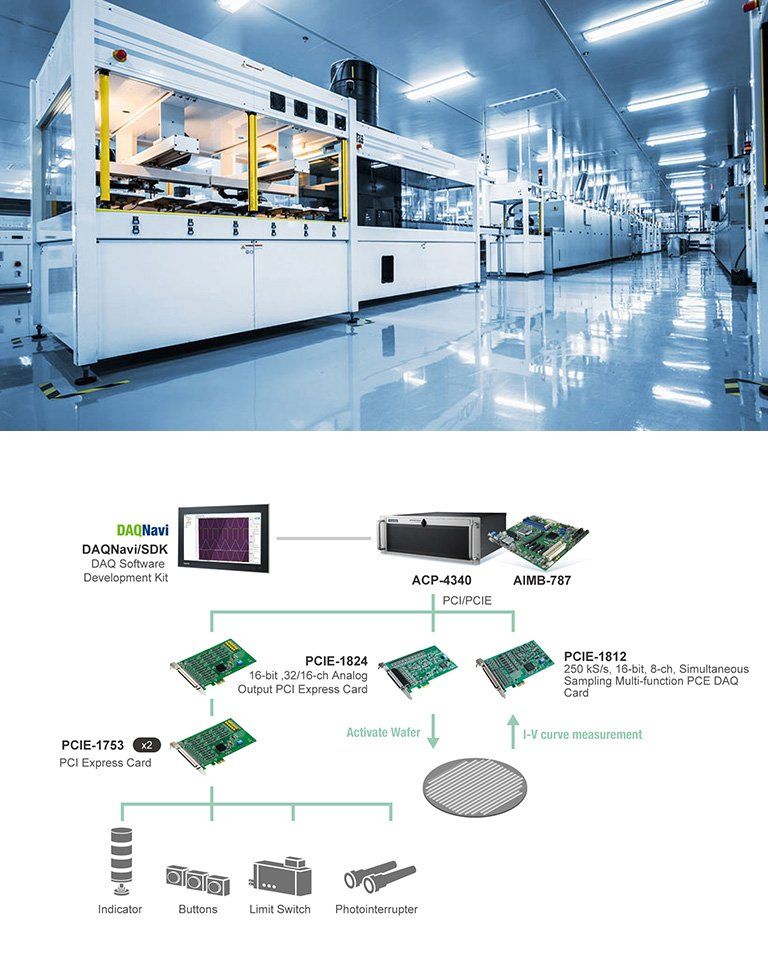
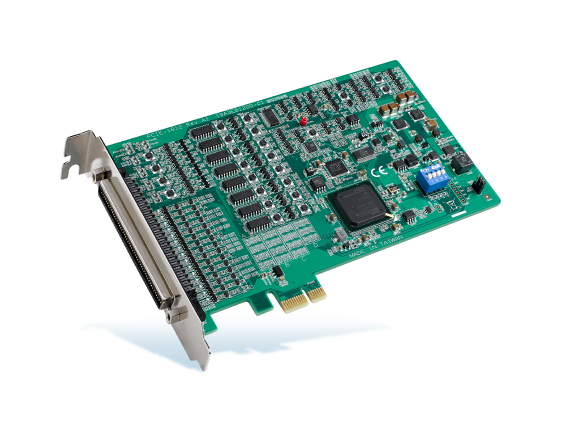
Wafer testing is a crucial step during semiconductor device fabrication. It is performed by wafer prober machines, which are needed to precisely measure electrical characteristics. High intensity digital I/O devices, such as Advantech PCIE-1753, are used to control peripheral switches/devices that can precisely position the wafer. PCIE-1812 and PCIE-1824 met wafer testing needs for analog output to accurately measure electrical characteristics of each wafer.
Success Stories & System Topologies







Product Offerings

Industrial ATX Motherboards | 10th Gen Intel® Core™ i9/i7/i5/i3 Pentium®/ Celeron® Processor
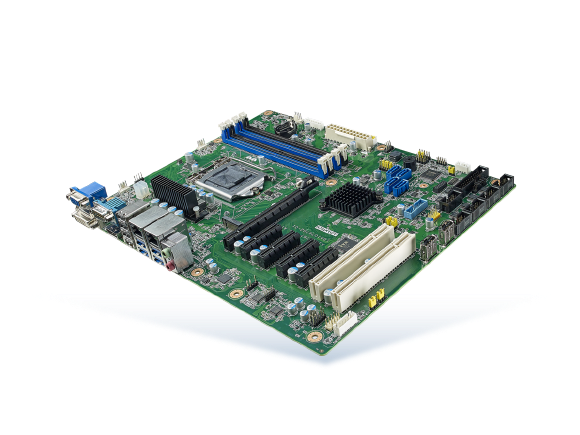
AIMB-787

Application Senario

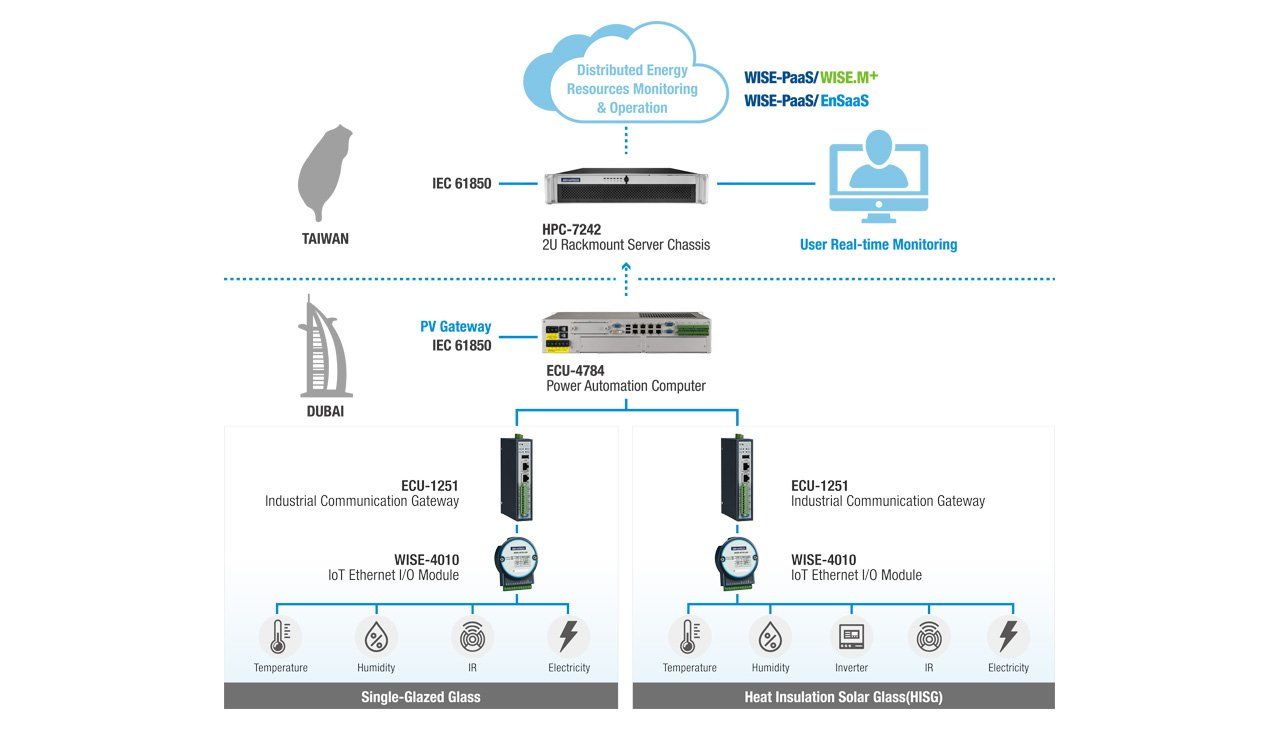
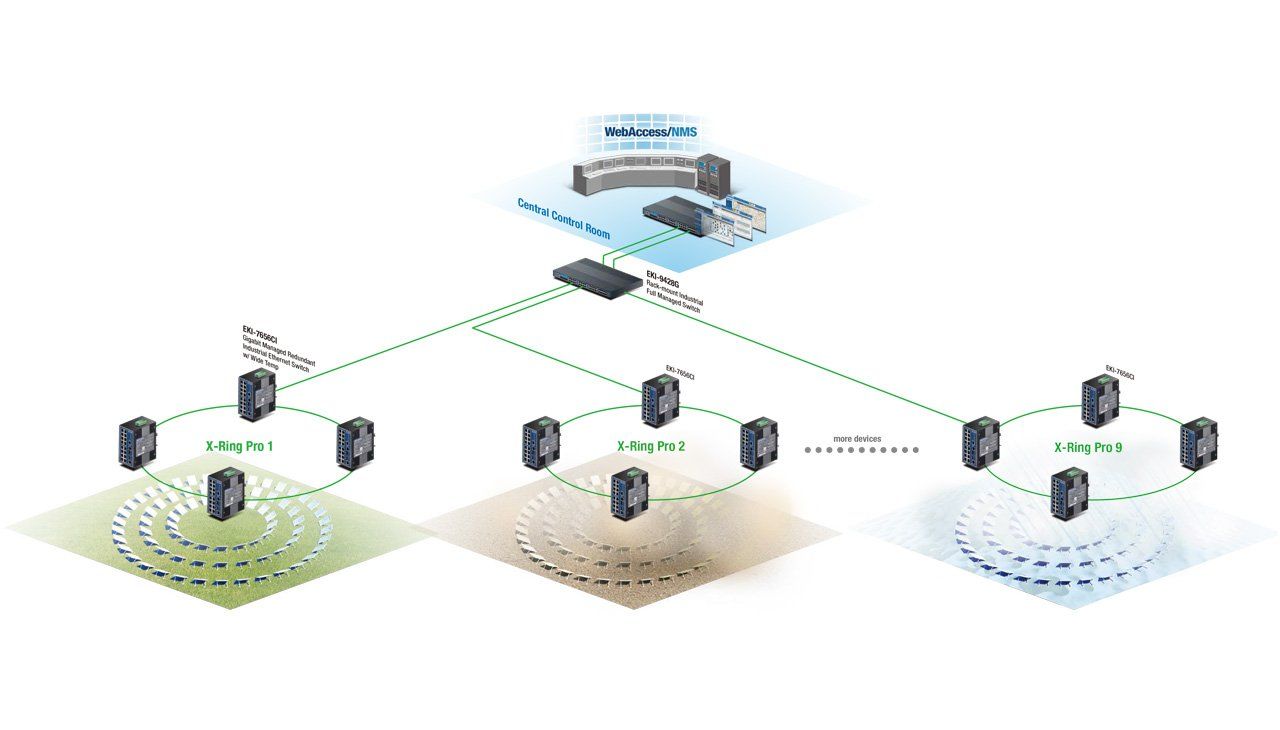
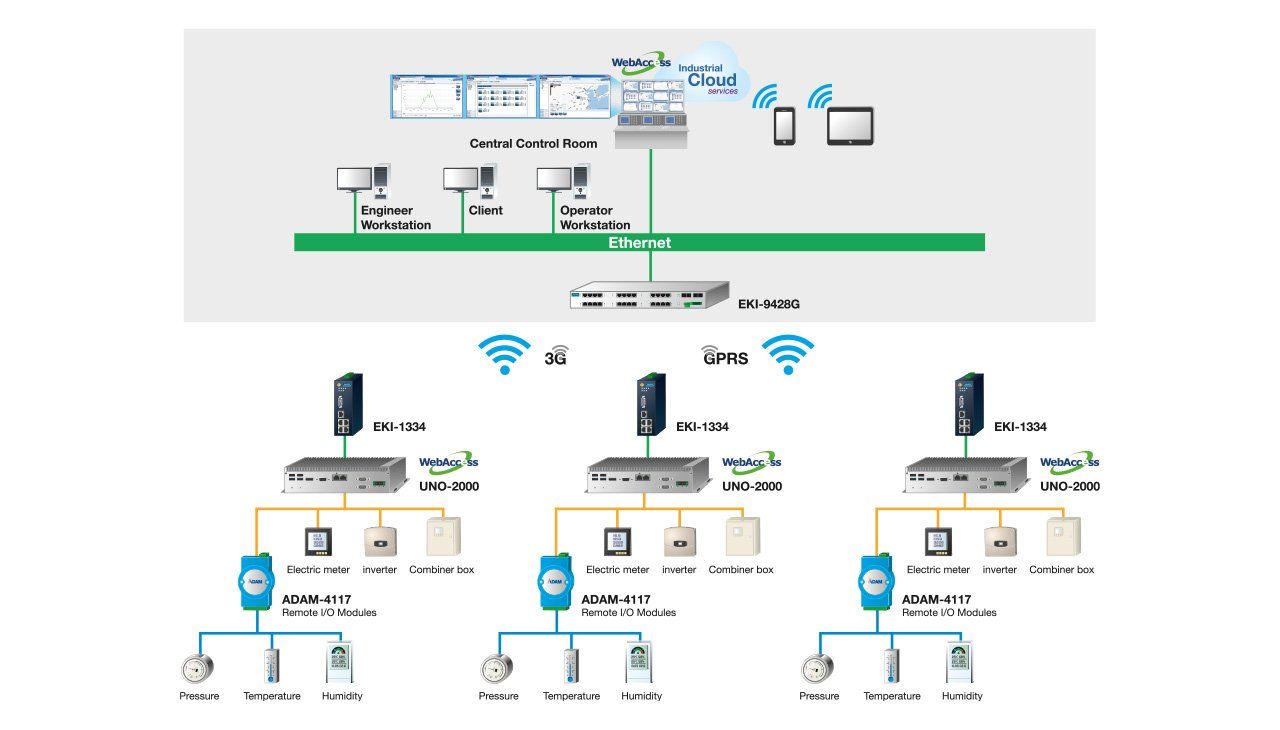
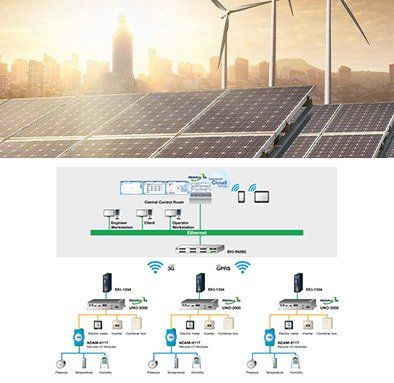
The intelligent PV inverter monitoring solution offers a stable and reliable system with a high degree of seamless integration. Errors are immediately detected to protect the power yields from the photovoltaic plant. This remotely centralized management platform with visualized UI not only saved manpower and resources but also significantly enhanced PV performance via its real-time monitoring and unified management.

A real-time solution with detailed information about the status of low voltage assets and their performance. Our leading technology makes it possible to significantly improve the reliability and continuity of power supply on low voltages lines. Using real-time remote monitoring, you can identify at-risk circuits, instantly respond to any network failures, and start recovery work to ensure power stability.
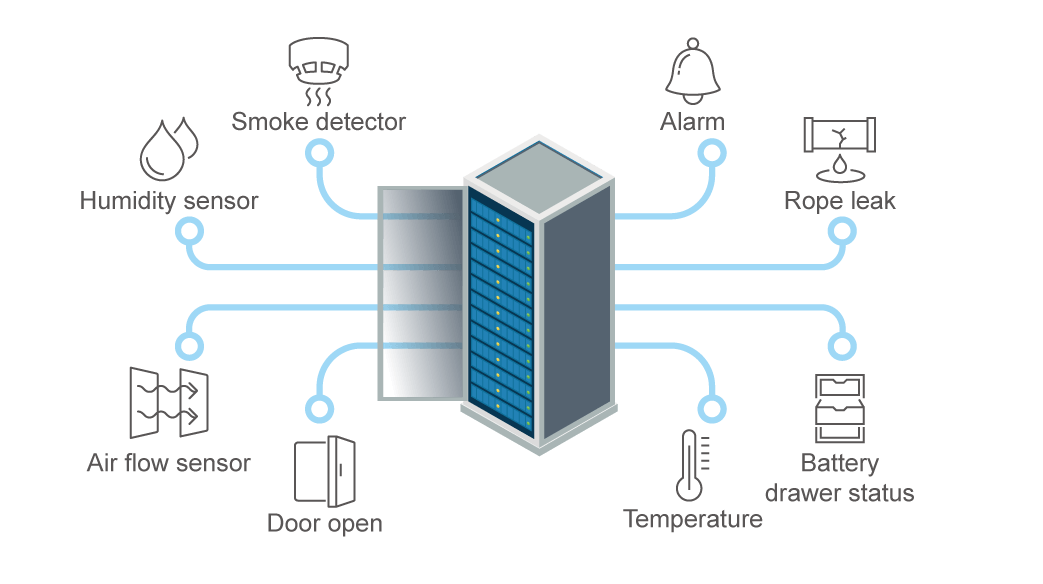
Battery storage rack systems play an important role in integrating and accelerating renewable energy deployment. There are four applications in which batteries are deployed to increase the share of variable renewable energy and improve electricity supply reliability. Real-time monitoring prevents individual cells from overcharging, and controls charging and discharging of the battery for safety and efficient performance.
Success Stories & System Topologies
Energy Monitoring and
Management for Singapore

Edge Intelligence for Active Grid Management

DAQ and Network Solutions for
Wind Farms Supervision




Product Offerings




Resources Download

Industrial IoT Systems and Devices Star Product Guide
Discover Advantech latest industrial IoT products and solutions covering:
- Vertical Marketing Solutions
- Edge AI Technology
- Edge Computing
- Automation Control
- Intelligent Connectivity
- Edge Data Acquisition
- Wireless Sensing and Fleet Networking

Industrial Equipment Manufacturing Success Cases
Find out how Advantech helped our customers achieve industrial equipment manufacturing success in different aspects.
- Electronic Manufacturing
- Semiconductor
- Food and Beverage
- Components
- Automated Guided Vehicle
- Test and Measurements
My WISE-PaaS Magazine
Advantech and local partners are continuously cultivating industry know-how in many manufacturing sectors and bring Industry 4.0 to more manufacturers. Find out how to capitalize on Industry 4.0 now.
Advantech Newsletter
Sign up for the latest industrial I/O, automation and intelligent connectivity product and event updates,
industry news, case studies, and more from Advantech.



How Can We Help?